

 English
English 日本語
日本語 Deutsch
Deutsch
 Nov 19, 2025
Nov 19, 2025
 投稿者: 管理者
投稿者: 管理者
注目を集めるアルミ冷間鍛造部品
アルミニウム冷間鍛造の基礎を理解する
製造の世界は継続的に進化しており、優れた強度、精度、効率を実現するプロセスが大きな注目を集めています。中でも、アルミニウム冷間鍛造部品の製造は、高信頼性のコンポーネントを作成するための主要な方法として際立っています。従来の熱間鍛造や鋳造とは異なり、冷間鍛造ではアルミニウム合金を室温または室温付近で成形します。このプロセスでは金属に極度の圧力がかかり、熱を加えずに閉じた金型内で金属を目的の形状に塑性変形させます。基本原理は、アルミニウムの独特の特性、特に圧縮力を受けても破損することなく再形成できる優れた延性と展性にかかっています。この方法は単なる成形プロセスではありません。これは、最終製品に優れた機械的特性を与える戦略的な製造上の決定であり、性能と信頼性が交渉の余地のない業界の基礎となります。
アルミニウムが冷間鍛造に適している理由
アルミニウムの固有の特性により、アルミニウムは冷間鍛造プロセスにとってほぼ理想的な候補となります。その面心立方(FCC)結晶構造は多数の滑りシステムを提供し、これが破損することなく大幅な塑性変形を可能にする重要な要素です。この冶金学的特性により、アルミニウム合金を高い寸法精度で複雑な形状に冷間鍛造することができます。さらに、アルミニウムの冷間加工プロセスにより、大幅な歪み硬化が引き起こされます。金属が変形すると転位密度が増加し、その結果材料が強化されます。これはつまり、 アルミ冷間鍛造部品 金型から取り出される製品は、最終形状だけでなく、鍛造前の状態と比較して強度と硬度が向上します。これは、多くの場合材料が切り取られて内部応力が残る可能性がある機械加工や、気孔が発生して機械的特性が弱くなる可能性がある鋳造などのプロセスに比べて、明らかな利点です。天然アルミニウムの特性とひずみ硬化効果の組み合わせにより、軽量かつ堅牢なコンポーネントが生み出され、この組み合わせは現代のエンジニアリングで非常に求められています。
中核となる冷間鍛造プロセスの説明
未加工のアルミニウムビレットから精密鍛造部品に至るまでの過程は、細心の注意を払って制御されます。それはアルミニウム原料の準備から始まり、多くの場合、アルミニウム原料は特定の体積まで剪断され、その後、鍛造中の摩擦と工具の摩耗を軽減するために広範囲に潤滑されます。実際の鍛造は通常、マルチステーション冷間成形プレスを使用して実行されます。このプロセスにはいくつかの段階が含まれる場合があります。
- 動揺させる: ビレットは軸に沿って圧縮され、直径が増加し、高さが減少します。
- 前方押し出し: 金属は、パンチの動きと同じ方向にダイ開口部を通って強制的に流れ、シャフトやピンのような形状が形成されます。
- 後方押し出し: 金属は下降するパンチの周りを逆流して、中空のカップ状の形状を作り出します。
- 鋳造: 正確な寸法と表面の詳細を校正するための最終高圧ステージ。
各段階は金属を徐々に形成するように設計されており、流れを制御してラップや折り目などの欠陥を防ぎます。プロセス全体は機械力と材料科学の調和であり、その結果、最小限の二次加工を必要とするネットシェイプまたはニアネットシェイプの部品が得られ、それによって材料の無駄と全体の生産コストが削減されます。
冷間鍛造アルミニウム部品を選択する利点
冷間鍛造アルミニウムコンポーネントを選択すると、製品のパフォーマンス、経済性、持続可能性に直接影響を与える多くのメリットが得られます。これらの利点は、エンジニアや設計者が重要な用途にこの製造方法を指定することが増えている説得力のある理由です。
優れた強度と構造的完全性
冷間鍛造の最も重要な利点は、冷間鍛造によってもたらされる機械的特性の比類のない向上です。冷間加工のプロセスにより、金属の粒子構造が微細化され、部品の形状の輪郭に沿って整列します。この粒子の流れは、粒子が切断される機械加工部品とは異なり、途切れることなく、その結果、構造全体にわたって継続的な強度を備えたコンポーネントが得られます。これにより、優れた耐疲労性と衝撃靱性が実現します。たとえば、AI、センサーのステアリング ナックルのような重要なコンポーネントは、一定の変動する負荷に耐える必要があります。冷間鍛造アルミニウムナックルは、動的荷重テストで鋳造ナックルよりも優れた性能を発揮し、より長い耐用年数と安全性の向上を実現します。ひずみ硬化効果により、鍛造後のアルミニウムの降伏強度と引張強度が大幅に向上し、同等以上の荷重に耐えられる軽量部品の設計が可能になり、軽量化の取り組みに直接貢献します。
高精度で優れた表面仕上げ
冷間鍛造は、非常に厳しい寸法公差と優れた表面仕上げを備えた部品を金型から直接製造できることで知られています。このプロセスは限られた金型キャビティ内で行われるため、結果として得られる部品の幾何学的ばらつきは最小限に抑えられます。この高レベルの精度により、後続の機械加工作業の必要性が排除または大幅に削減されることが多く、これがコスト削減の主な要因となります。金属が高度に磨かれた金型の表面に向かって流れるため、達成される表面仕上げは通常非常に滑らかになります。これは、シール、ベアリング、またはその他のコンポーネントと接触する部品にとって重要な要素であり、粗い表面は早期の摩耗や故障につながる可能性があります。冷間鍛造アルミニウム部品と鋳造されたアルミニウム部品を比較すると、表面品質と寸法の一貫性の違いがすぐに明らかであり、鍛造部品は適用準備に必要な後処理がはるかに少なくなります。
経済的および物質的効率
生産経済の観点から見ると、冷間鍛造は非常に効率的なモデルとなります。このプロセスはネットシェイプまたはニアネットシェイプの製造方法であり、ほぼすべての出発材料が最終部品に変換され、スクラップとして発生する廃棄物はほとんどありません。この材料利用率は 95% を超えることも多く、未加工のビレットのかなりの部分が切り取られて失われる可能性がある機械加工プロセスとはまったく対照的です。この効率性により、材料コストが削減されるだけでなく、スクラップのリサイクルに必要なエネルギーと資源も最小限に抑えられます。また、冷間鍛造は高速プロセスであり、量産に適しています。金型が作成されると、部品を迅速に生産できるため、大量注文の場合のユニットあたりのコストが削減されます。この低廃棄物と高スループットの組み合わせにより、経済的に魅力的で環境に配慮した選択肢となります。導入を検討している企業向け コスト効率の高いアルミニウム鍛造ソリューション 、この方法は、製品ライフサイクル全体にわたって魅力的な投資収益率を提供します。
現代産業全体にわたる主要なアプリケーション
冷間鍛造アルミニウム部品がもたらす軽さ、強度、精度のユニークな組み合わせにより、さまざまなハイテク産業で広く採用されています。これらのコンポーネントは、障害が許されないアプリケーションの中心に配置されることがよくあります。
AI、センサーと交通のイノベーション
AI、センサー業界の燃費効率と排出ガス削減への絶え間ない取り組みにより、軽量化が主要な設計目標となっています。 アルミ冷間鍛造部品 はこの取り組みにおいて極めて重要であり、強度を損なうことなく重い鋼製コンポーネントを置き換えることができます。その使用は、次のような重要な安全性とパフォーマンスの領域にまで及びます。
- ステアリングおよびサスペンション システム: ショックアブソーバー用のピストンロッド、ステアリングナックル、コントロールアームなどのコンポーネントは、高い強度重量比と耐疲労性の恩恵を受けます。
- パワートレインとドライブトレイン: ギアボックスのコンポーネント、ドライブ シャフト、ピストンやコネクティング ロッドなどのエンジン部品は、高いねじり荷重や周期荷重に耐えられるように冷間鍛造できます。
- ブレーキシステム: ブレーキ キャリパー ピストンなどの部品には、冷間鍛造がもたらす高い完全性と一貫した材料特性が必要です。
これらの部品の信頼性は最も重要であり、冷間鍛造により、部品がその耐用年数を通じて車両の過酷で動的環境に耐えられることが保証されます。
航空宇宙および防衛の需要
航空宇宙と防衛では、グラム単位が重要であり、コンポーネントの信頼性が非常に重要です。業界が依存しているのは、 高強度アルミニウム鍛造部品 多数のアプリケーションに対応します。鍛造部品の優れた疲労性能と予測可能な故障モードは、航空機の構造にとって不可欠です。具体的な用途には次のようなものがあります。
- 機体内の軽量構造ブラケットとフィッティング。
- 巨大な衝撃力を吸収する必要がある着陸装置のコンポーネント。
- 精度と信頼性が交渉の余地のない飛行制御面用のアクチュエーター システム。
冷間鍛造は、最小限の重量で複雑で高強度の部品を製造できるため、航空宇宙分野の能力を向上させるために不可欠な技術となっています。
エレクトロニクスおよび消費財
より軽く、より強く、より美しい家庭用電化製品への需要により、冷間鍛造アルミニウムの新たな境地が開かれました。このプロセスは生産に最適です 電子機器用の精密アルミニウム部品 、次のような:
- 堅牢な保護と放熱を提供するスマートフォン、タブレット、ノートパソコン用のハウジングとシャーシ。
- 繊細な回路基板やコンポーネントをサポートする内部構造フレーム。
- 高性能プロセッサの熱出力の管理に不可欠なヒートシンク。
この分野では、優れた表面仕上げ、完璧な組み立てのための寸法精度、内部コンポーネントを保護するための構造的剛性の組み合わせにより、冷間鍛造が他の製造技術よりも優れた選択肢となっています。

ニーズに合わせて選択プロセスをナビゲートする
アルミニウム部品の適切な製造プロセスとサプライヤーを選択することは、重要な決定です。冷間鍛造に関する具体的な考慮事項を理解することで、選択した部品がすべての性能および経済目標を確実に満たすことができます。
材料に関する考慮事項: 適切な合金の選択
すべてのアルミニウム合金が同じように作られているわけではなく、適切なアルミニウム合金を選択することが、成功するアルミニウム合金を設計するための第一歩です。 アルミ冷間鍛造部品 。合金は、成形性のための高い延性と、強度のための十分な歪み硬化能力の組み合わせを備えていなければなりません。冷間鍛造に一般的に使用される合金には、1000、3000、5000、6000 シリーズがあります。たとえば、合金 6061 は、成形性が良く、熱処理後の強度と耐食性の優れた組み合わせにより、一般的な選択肢です。対照的に、合金 7075 は非常に強力ですが、延性が低く、冷間鍛造がより困難です。選択は、強度、耐食性、導電性に関する最終用途の要件、および部品が鍛造後の熱処理を受けるかどうかによって異なります。一般的な鍛造合金の比較は次のとおりです。
| 合金シリーズ | 主な特徴 | 代表的な冷間鍛造用途 |
|---|---|---|
| 1000シリーズ | 延性と導電性は高いが、強度は低い。 | 電気コネクタ、装飾部品。 |
| 6000シリーズ | 強度、耐食性、機械加工性に優れています。熱処理が可能です。 | AI、センサー用ブラケット、自転車部品、構造フレーム。 |
| 5000シリーズ | 加工性が良く、加工硬化により強度が高く、耐食性にも優れています。 | 船舶用ハードウェア、圧力容器。 |
冷間鍛造における製造性を考慮した設計
冷間鍛造の利点を最大限に活用するには、プロセスを念頭に置いて部品を設計する必要があります。製造可能性を考慮した設計 (DFM) として知られるこの哲学は、次のことを達成するために非常に重要です。 耐久性のあるアルミニウム冷間鍛造コンポーネント 最適なコストで。冷間鍛造の主要な DFM 原則には次のものが含まれます。
- すべての内部コーナーに十分なフィレット半径を組み込んで、金属の流れを促進し、応力集中を防ぎます。
- 一貫した材料の流れを確保し、欠陥を防ぐために、可能な限り均一な肉厚を維持します。
- 抜き勾配を考慮します。ただし、抜き勾配は通常、鋳造や熱間鍛造よりも小さくなります。
- 高価な二次加工を回避するために、鍛造プロセス内で達成可能な公差を指定します。
鍛造エンジニアとの早期の協力を強くお勧めします。これらは、より鍛造しやすくするために設計をどのように微妙に変更できるかについての洞察を提供し、多くの場合、より強力な部品とより耐久性があり、より長持ちする金型をもたらし、最終的には製品の生産に貢献します。 耐久性のあるアルミニウム冷間鍛造コンポーネント .
品質保証とテストプロトコル
冷間鍛造アルミニウム部品の品質と信頼性を確保することが最も重要です。堅牢な品質保証 (QA) システムは、原材料の認証から最終検査に至るまで、生産のあらゆる段階を網羅しています。主要なテストプロトコルには次のものがあります。
- 寸法検査: 三次元測定機 (CMM) と光学コンパレーターを使用して、すべての重要な寸法が指定された公差内に収まっていることを確認します。
- 表面欠陥の検出: 目視検査、染料浸透試験、または渦電流試験を利用して、亀裂や継ぎ目などの表面欠陥を特定します。
- 機械的特性の検証: 生産バッチからのサンプル部品に対して硬度試験と引張試験を実施し、強度要件が満たされていることを確認します。
- 金属組織学的分析: 鍛錬プロセスが望ましい材料特性を達成し、内部欠陥がないことを確認するために、結晶粒の流れと微細構造を検査します。
この厳格な品質管理アプローチにより、納品された部品のすべてのバッチが現場で期待どおりに動作することが保証され、安心感が得られ、コストのかかる故障のリスクが軽減されます。
アルミニウム冷間鍛造技術の未来
アルミニウム冷間鍛造の分野は静的なものではありません。より複雑さ、効率性、パフォーマンスに対する要求によって、継続的に進歩しています。いくつかの重要なトレンドがその未来を形作り、次世代製品との関連性を確保しています。
金型設計と潤滑の革新
冷間鍛造プロセスの中心は金型であり、金型の設計と製造における革新により、可能な限界が押し広げられています。高度なシミュレーション ソフトウェアを使用することで、エンジニアは鍛造中の金属の流れを高精度でモデル化し、物理的な金型を切断する前に潜在的な欠陥を予測して排除することができます。このデジタル プロトタイピングにより、開発時間とコストが削減されます。さらに、より硬く、より耐摩耗性の高い金型の材料とコーティングの採用により、金型の寿命が延長され、これは長期生産における費用対効果の重要な要素となります。金型の革新と並行して、潤滑技術の開発も重要です。優れた膜強度と熱安定性を提供する新しい環境に優しい潤滑剤が配合されており、摩擦と工具の摩耗をさらに低減し、より複雑な形状や高強度合金の鍛造を可能にします。
インダストリー 4.0 およびスマート マニュファクチャリングとの統合
冷間鍛造はさらにスマートになります。インダストリー 4.0 原則の統合には、力、温度、サイクル タイムなどのプロセス パラメーターをリアルタイムで監視するためのセンサーを鍛造プレスとツールに埋め込むことが含まれます。このデータは、プロセスを最適化し、プレスと金型のメンテナンスの必要性を予測し、数百万の部品にわたって一貫した品質を確保するために収集および分析されます。データ駆動型製造への移行により、新たなレベルのプロセス制御とトレーサビリティが可能になり、すべての部品を製造時の特定の条件に関連付けることができます。これは、航空宇宙や医療など、品質と文書の要件が厳しい業界にとっては大きな前進です。に向けた動き コスト効率の高いアルミニウム鍛造ソリューション したがって、デジタル化とスマートファクトリーの概念との結びつきがますます高まっており、コストの削減だけでなく、より高く安定した品質も約束されています。
おすすめ商品
-
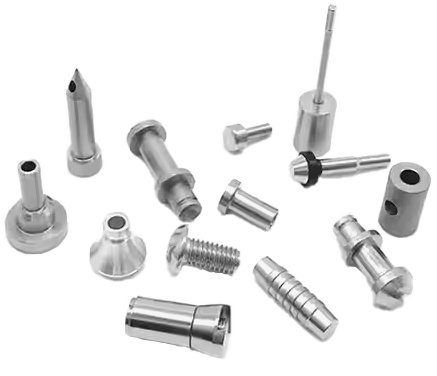
車両用アルミ製カメラ筐体
材料: Al1070、信頼できる純度は製品の優れた放熱をもたらし、クライアント側のレーザー溶接の信頼性と安定性を確保できます。
CNC: 機械加工クランプの信頼性;
開発: 製品の公差と適合性、構造設計
PPM: 製品品質の安定性と一貫性;
-
アルミニウム冷間押出
省エネと環境保護、高い生産効率、高い製品精度、原材料の節約。
プロセス: 1、押出、2、ブランキング、3、研削、4、冷間押出、5、磁気研削、6、CNC、7、超音波洗浄、8、完全検査および包装。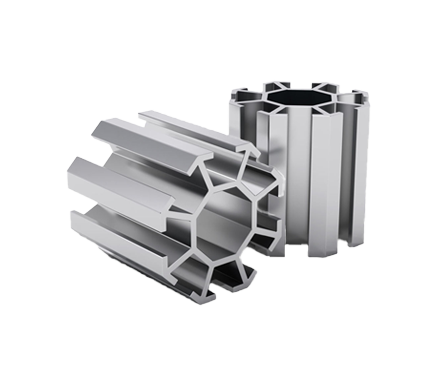
-
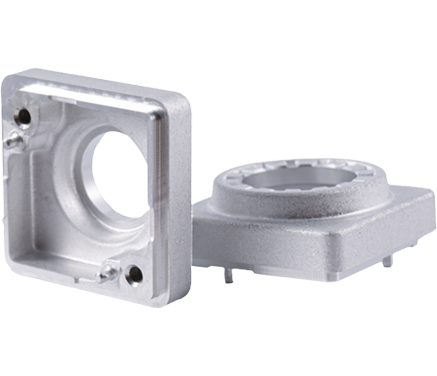
アルミニウム冷間鍛造部品
製品の表面粗さは低く、変形の強化効果により製品の強度も向上します。
-
電話番号
+86-0572-2210226電話番号
+86-13819283977 +86-13567228000 +86-13655726561住所
中国浙江省湖州市燕三路288号創新創業産業園B棟QRコード
-
クイックリンク
ホーム 製品 会社情報 生産工場 産業 ニュース お問い合わせ -
製品一覧
車両用アルミ製カメラ筐体 アルミニウム冷間押出 アルミニウム冷間鍛造部品 -
お気軽にお問い合わせください
