

 English
English 日本語
日本語 Deutsch
Deutsch
 Jun 12, 2026
Jun 12, 2026
 投稿者: 管理者
投稿者: 管理者
ダイカスト製カメラ ハウジングと押し出しアルミニウム製カメラ ハウジング: ADAS カメラにはどちらが適していますか?
直接的な結論: のために 車両用アルミニウムカメラハウジング AIを活用したインテリジェントドライビングシステムに使用されるアルミダイカストは、アルミ押出材に比べて圧倒的に優れています。ダイカストにより、複雑な形状、厳しい公差 (例: ±0.05 mm)、統合されたシール溝、大量の再現性が可能になり、これらはすべて高精度センサー エンクロージャにとって重要です。押出アルミニウムは、より高い熱伝導率(6063 の場合は ≈200 W/m・K、A380 の場合は ≈96 W/m・K)を提供しますが、均一な断面に制限され、大規模な二次加工が必要なため、コンパクトで機能豊富なスマート カメラのハウジングには適していません。したがって、寸法安定性、EMI シールド、および IP 定格保護が必要な車載カメラ ハウジングには、ダイカスト アルミニウムのプロセスが推奨されます。
プロセスの基礎: ダイカストと押出アルミニウム
車載カメラ、特に自動運転やセンサー フュージョン システムで使用されるカメラのハウジングを指定する場合、各製造方法の固有の機能を理解することが不可欠です。
1. アルミダイカスト
高圧ダイカスト (HPDC) は、溶融したアルミニウムを高速かつ高圧で鋼製金型 (金型) に注入します。これにより、ボス、リブ、アンダーカット、取り付けフランジなどの一体化された機能を備えた非常に複雑な形状の形成が可能になります。精密ハウジングに使用される代表的な合金には、AlSi10MnMg や ADC12 があり、優れた流動性と耐食性を備えています。このプロセスでは、ISO 8062 に準拠した CT4 ~ CT6 の寸法精度を達成し、達成可能な肉厚は 100 μm です。 0.8~1.2mm .
2. アルミニウム押出材
押し出しでは、加熱されたアルミニウムビレットを成形ダイに押し込み、一定の断面を持つ連続的なプロファイルを生成します。この方法は、長く直線的な部品 (ヒートシンク、レールなど) に対しては非常に効率的ですが、その後の接合や CNC 加工を行わなければ、閉じた断面や可変断面を生成することはできません。公差は 100 mm あたり ±0.1 ~ 0.25 mm と粗く、型強度の制限により、最小肉厚は通常 1.5 mm を超えます。 6063 や 6005A などの一般的な合金が使用されていますが、カメラ ハウジングには追加のシール機能と固定機能が必要です。
AI およびセンサーハウジングの重要な性能比較
スマート運転用カメラには、構造的な完全性だけでなく、熱管理、電磁適合性、長期的な環境安定性も要求されます。以下の表は、これらの主要な分野におけるダイカストアルミニウムと押し出しアルミニウムの直接比較を示しています。
押出アルミニウムは優れた生の熱伝導率を提供しますが、最適化された冷却フィン構造をハウジングに直接統合できるダイカストの機能により、多くの場合、コンパクトなカメラ モジュールの実際の放熱が向上します。さらに、 ダイカストハウジングのシームレスな一体構造により、信頼性の高い IP6K9K シーリングが保証されます。 押出成形では避けられない二次溶接や追加の留め具を必要としません。
高精度車載カメラハウジングの選定フローチャート
ADAS、サラウンドビュー、または自動運転カメラ エンクロージャのアルミニウム プロセスを評価する場合は、次の意思決定ガイドを使用してください。このフローチャートでは、AI センサーの厳しい要件に優先順位を付けています。
- 開始: カメラハウジング要件(IP69K、±0.05mm、複雑形状)
- ステップ 1: 一体型レンズバレル、ネジボス、ラビリンスシールが必要ですか? → ダイキャスト
- ステップ 2: 一定の断面のみで、アンダーカットはありませんか? → 押出成形も可能だが、加工後のコストが高い
- 最終: のために all AI/sensor housings → ダイキャスト(HPDC)を選択してください 精度と信頼性を追求
推奨事項: L2 ~ L4 自動運転用の高性能車載カメラ ハウジングの 98% 以上が精密ダイカストに依存しています。押し出しアルミニウムは、メインのダイキャストハウジングに取り付けられた重要ではないブラケットまたはヒートシンクエクステンションにのみ適しています。
エンジニアリングデータとアプリケーション固有の利点
AI、センサーフュージョン、インテリジェント駆動システムの厳しい要求を満たすには、基本的な比較を超えて、特定の材料とプロセスのデータを考慮する必要があります。
熱サイクル下での寸法安定性
ダイカスト アルミニウム合金は、約 21 ~ 23 µm/m·K の熱膨張係数 (CTE) を示し、PCB およびレンズ アセンブリの材料と非常によく一致します。精密ダイカストにより、 100 mm を超えて <0.1 mm 、高解像度イメージセンサーの一貫した光学的位置合わせを保証します。押出成形品は焼入れによる残留応力により機械加工中に歪むことが多く、矯正工程が必要となり、コストが 15 ~ 20% 増加します。
アンダーフードおよび外部取り付けの腐食保護
どちらのプロセスも陽極酸化または電着塗装が可能です。ただし、銅含有量の少ないダイカストアルミニウム (AlSi10MnMg など) は、三価クロム不動態化後、優れた塩水噴霧耐性 (ASTM B117 に基づく孔食なしで 720 時間以上) を提供します。の ダイカストの均一な微細構造 道路塩にさらされた押出成形アセンブリの継ぎ目で発生する可能性のある電気腐食の問題を回避します。
振動および機械的衝撃性能
車載カメラのハウジングは、10 ~ 2000 Hz のランダム振動 (最大 10G) に耐える必要があります。ダイカストアルミニウムの鋳造リブとガセットは固有の剛性を提供します。典型的なハウジングのプロトタイプは、350 Hz を超える最初の固有振動数を達成します。押し出し成形セクションでは、同様の動的性能に適合させるためにブラケットを追加するか壁の厚さを増やす必要があり、重量が約 20 ~ 30% 増加します。
よくある質問 (FAQ)
スマートカメラのハウジングには、押し出しアルミニウムよりもダイカストアルミニウムが好まれるのはなぜですか?
ダイカストにより可能 レンズマウント、シール溝、電気コネクタポートを一体化 — 押し出しでは実現不可能な機能。また、イメージ センサーの位置合わせと堅牢な IP シーリングに不可欠な、より厳しい公差も実現します。
押し出しアルミニウムを車のカメラの筐体に使用できるでしょうか?
ハウジングが一定の断面積を持つ受動的ヒートシンクとして機能する、リニアの非密閉カメラ モジュール (一部の長距離レーダーとカメラのハイブリッド バーなど) などの非常に限られたケースでのみ発生します。 IP67/IP6K9K 定格のカメラや高精度カメラの場合、大規模でコストのかかる CNC 後処理と溶接がなければ、押し出し成形は不十分です。
ダイカストと押出成形では熱要件はどのように異なりますか?
押出成形された 6063 の熱伝導率は高くなりますが (ダイカスト A380 の場合は約 110 W/m・K であるのに対し、約 200 W/m・K)、ダイカストのハウジングには熱伝導率が高くなります。 3D に最適化された冷却フィン 熱が集中する ISP (画像信号プロセッサ) の周囲。適切に設計されたダイカストハウジングの実効熱抵抗 (Rth) は、 30%低い 同じ外形寸法の単純な押出チューブよりも優れています。
量産効率や再現性はどうですか?
ダイカストは非常に高い再現性を提供します。 Cpk 値 >1.33 レンズのボア径やフランジの高さなどの重要な機能について説明します。押し出されたプロファイルはねじれや曲がりが異なるため、重要な寸法を全数検査する必要があります。年間生産量が 50,000 ユニットを超える場合、ダイカストはコスト効率が高く、品質の安定性も優れています。
おすすめ商品
-
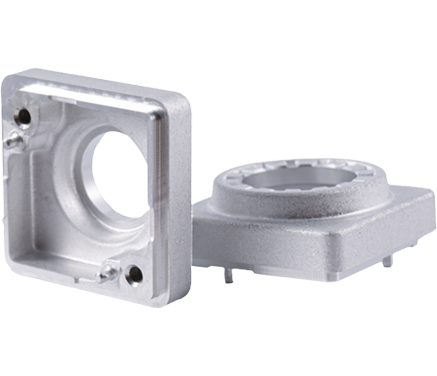
車両用アルミ製カメラ筐体
材料: Al1070、信頼できる純度は製品の優れた放熱をもたらし、クライアント側のレーザー溶接の信頼性と安定性を確保できます。
CNC: 機械加工クランプの信頼性;
開発: 製品の公差と適合性、構造設計
PPM: 製品品質の安定性と一貫性;
-
アルミニウム冷間押出
省エネと環境保護、高い生産効率、高い製品精度、原材料の節約。
プロセス: 1、押出、2、ブランキング、3、研削、4、冷間押出、5、磁気研削、6、CNC、7、超音波洗浄、8、完全検査および包装。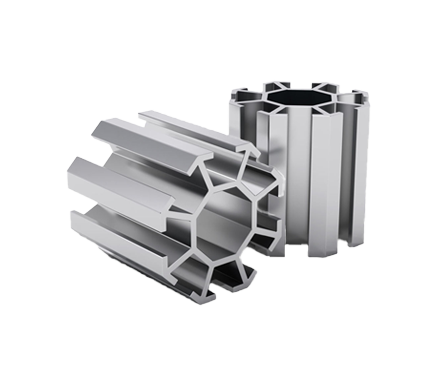
-
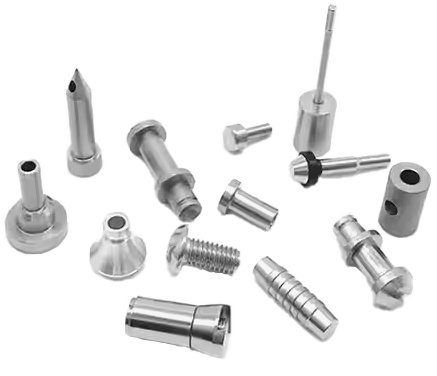
アルミニウム冷間鍛造部品
製品の表面粗さは低く、変形の強化効果により製品の強度も向上します。
-
電話番号
+86-0572-2210226電話番号
+86-13819283977 +86-13567228000 +86-13655726561住所
中国浙江省湖州市燕三路288号創新創業産業園B棟QRコード
-
クイックリンク
ホーム 製品 会社情報 生産工場 産業 ニュース お問い合わせ -
製品一覧
車両用アルミ製カメラ筐体 アルミニウム冷間押出 アルミニウム冷間鍛造部品 -
お気軽にお問い合わせください
