English
English 日本語
日本語 Deutsch
Deutsch


直接の答え: アルミニウム冷間鍛造が鋳造よりも優れている理由
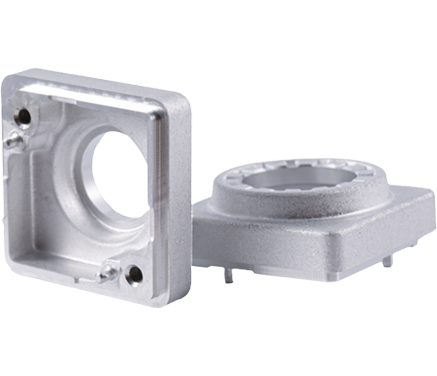
アルミ冷間鍛造部品 は、ニアネット形状精度を達成しながら材料特性を根本的に向上させるため、高性能精密部品にとって決定的な選択肢です。多くの場合気孔や不均一な粒子構造が発生する鋳造とは異なり、冷間鍛造は 最大 30 ~ 35% の粒子精製 そして、パーツの輪郭に沿った途切れることのない連続的な粒子の流れを作り出します。これにより、優れた強度、優れた耐疲労性、卓越した寸法安定性が実現されます。これらは、AI ハードウェア、高度なセンサー、自動運転システムのアプリケーションにとって重要な要素です。公差が厳しい小型から中型の部品の場合、冷間鍛造は従来の鋳造法に比べて明らかな性能と効率の利点をもたらします。
優れた機械的特性: 強度と耐疲労性
アルミニウム冷間鍛造を選択する最も魅力的な理由は、機械的特性の劇的な向上です。冷間加工プロセスによりひずみ硬化が引き起こされ、熱処理を必要とせずに降伏強度と硬度が直接向上します。
重要なコンポーネントの疲労寿命の延長
一定の振動や周期的な負荷にさらされるセンサーや自動運転モジュールの場合、耐疲労性は交渉の余地がありません。冷間鍛造部品の整列した結晶粒の流れにより、疲労強度が大幅に向上します (代表値)。 250MPaを超える 先進的な合金で。これは、気孔部位での応力集中により早期に破損することが多い鋳造部品に比べて、大幅な改善を示しています。
気孔や欠陥の除去
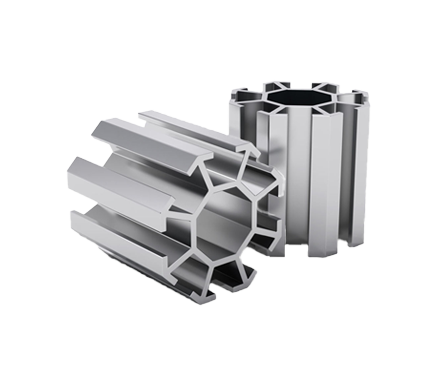
鋳造プロセスは本質的に、収縮、気孔、亀裂の発生点となる介在物の影響を受けやすいものです。冷間鍛造では、高い圧縮力を使用して内部空隙を閉じ、微細構造を微細化し、緻密で均質な部品を生成します。 ゼロ気孔率 。この完全性は、耐圧性と信頼性の高いアプリケーションにとって不可欠です。
比類のない寸法精度と表面仕上げ
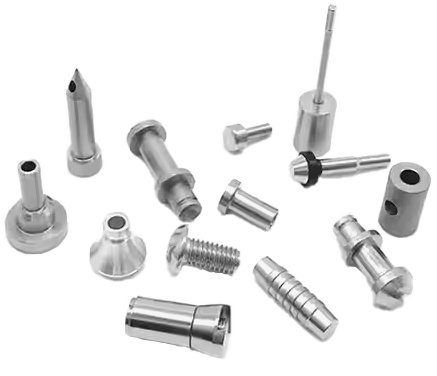
従来の鋳造で厳しい公差と優れた表面品質を実現するには、多くの場合、大規模な二次加工が必要になります。冷間鍛造では、ニアネットシェイプの部品を金型から直接製造し、 /-0.05 mm という厳しい公差 後処理なしで重要な寸法を実現します。
- 表面仕上げ: 冷間鍛造された表面にはスケールや酸化がなく、通常は次のような結果が得られます。 Ra値が0.8μm未満 可動アセンブリの摩擦と摩耗を軽減します。
- 再現性: このプロセスはバッチ間の優れた一貫性を保証し、センサー ハウジング、コネクタ ピン、および構造ブラケットの大量生産に推奨される方法となっています。
この精度により、コストのかかる研削やホーニング作業が不要になり、リードタイムが短縮され、全体的な製造コストが削減されます。
経済的および物質的効率
冷間鍛造用の金型には多額の先行投資が必要ですが、このプロセスは中量から大量の生産において大きな経済的利点をもたらします。材料の利用率が最大化され、 廃棄物を10%未満に削減 機械加工と比較すると、最初のビレットの 50% 以上が無駄になる可能性があります。
- 加熱が必要ないため、エネルギー消費量が大幅に減少し、二酸化炭素排出量の削減と運用コストの削減につながります。
- 冷間鍛造の高い生産スピード(最大 毎分60部 複雑な形状の場合)、部品ごとの人件費を最小限に抑えます。
精密電子部品や自動車部品のメーカーにとって、特にスクラップの削減と二次加工の排除を考慮すると、総所有コストの観点からは鋳造よりも冷間鍛造が有利になることがよくあります。
比較分析: 冷間鍛造と鋳造
以下の表は、冷間鍛造が AI、センサー、自動運転アプリケーションにおける高精度、高信頼性のアルミニウム部品に推奨される技術となっている主な差別化要因をまとめたものです。
| 性質・側面 | アルミニウム冷間鍛造 | 伝統的な鋳造 |
|---|---|---|
| 粒子構造 | 継続的、洗練された、フロー指向 | 樹状、粗大、ランダム |
| 気孔率・欠陥 | 実質的にゼロ (緻密な微細構造) | 一般的な収縮、ガス気孔率 |
| 一般的な疲労強度 | 250MPa | 150~200MPa(可変) |
| 寸法許容差 | IT7~IT8(ニアネットシェイプ) | IT11~IT13(要加工) |
| 表面仕上げ(Ra) | 0.4~0.8μm | 2.0 ~ 5.0 μm (鋳造のまま) |
| 素材の活用 | 90~95% | 70 ~ 80% (ゲート/スクラップあり) |
| エネルギー消費量 | 低温(加熱なし) | 高(溶融保持) |
| 代表的な用途 | センサーハウジング、コネクタ、構造インサート、精密ブラケット | 大型ハウジング、重要ではないカバー、装飾部品 |
このデータは、冷間鍛造が優れた機械的完全性、精度、効率を実現することを明確に示しています。これらの特性は、次世代の AI、センサー、自動運転技術にとって譲れないものです。
プロセスフロー: ビレットから完成品まで
冷間鍛造プロセスは高度に制御され、再現可能であるため、一貫した生産が保証されます。一般的なシーケンスには次のものが含まれます。
- ビレット切断: アルミ棒を正確な体積にカットします。
- 潤滑: 摩擦を軽減するためのリン酸塩または同様のコーティング。
- 冷間成形: 金型に徐々に衝撃を与えて部品を成形します。
- トリミング/ピアス: バリの除去や穴あけ。
- オプションの仕上げ: 最小限の機械加工や表面処理。
この合理化されたプロセスにより、二次作業をほとんどまたはまったく行わずに、すぐに組み立てられる部品が得られ、生産サイクル時間が大幅に短縮されます。
結論: 精密エンジニアリングのための明確な選択
AI、センサー技術、自動運転といった要求の厳しい世界では、コンポーネントの信頼性と精度が最も重要です。アルミニウム冷間鍛造は優れた製造方法として際立っており、 強度、疲労寿命、寸法精度の向上 多孔性を排除し、廃棄物を削減します。ニアネットシェイプ生産の経済的利点と、厳しい公差を一貫して満たすプロセスの能力を組み合わせると、重要な高性能部品には従来の鋳造よりも冷間鍛造が合理的な選択となります。精度の限界を押し広げようとしているエンジニアやメーカーにとって、冷間鍛造はパフォーマンス重視の決定的な利点をもたらします。