

 English
English 日本語
日本語 Deutsch
Deutsch
 Jun 18, 2026
Jun 18, 2026
 投稿者: 管理者
投稿者: 管理者
車のカメラハウジングのダイカストと押し出しアルミニウムの違い
車載カメラのハウジングではどのプロセスが有利ですか?
のために 車載カメラハウジング 押出アルミニウムは構造的完全性と熱性能の点で優れた選択肢ですが、複雑な 3 次元形状ではダイカストは比類のないものです。 決定は設計の優先順位によって決まります。押し出しが提供するのは、 30 ~ 40% 高い耐衝撃性 放熱性が優れているため、頑丈で熱の要求が厳しいアプリケーションに最適です。ただし、ダイカストは、統合された取り付け機能とアンダーカットを備えた複雑な形状を 1 回の大量生産で製造することに優れています。
重要なことに、押出成形された 6061-T6 合金は、 275 MPa の降伏強度と 12% の伸び 、ダイカスト A380 の降伏強度 150 ~ 170 MPa、伸び 1 ~ 4% と比較して。この材料特性の根本的な違いにより、車両の振動や熱サイクル下での長期的な信頼性が決まります。
製造プロセスの基礎
ダイカスト
ダイカストは溶融アルミニウムを強制的に押し出します(通常、 600~700℃ )下の硬化鋼製の型に入れます。 高圧(10~175MPa) 。金属は急速に凝固し、金型キャビティの細部まで再現されます。このプロセスは高度に自動化されており、サイクルタイムはわずかに短くなります。 1 パートあたり 15 ~ 60 秒 大量生産に最適です。ただし、乱流充填プロセスでは空気が閉じ込められる可能性があり、機械的特性に影響を与える微細気孔が発生します。
押出成形
押出成形 preheats a solid aluminum billet to 400~500℃ そして、油圧ラムを使用してそれを形鋼ダイに押し込みます。その結果、一貫した断面を持つ連続的なプロファイルが得られ、後で所定の長さに切断されます。鋳造とは異なり、押出成形では金属の粒子構造が流れの方向に沿って整列し、 緻密で空隙のない素材 予測可能な方向性の強さを備えています。通常、ハウジングを完成させるには、切断、穴あけ、タップ立てなどの二次作業が必要です。
材料組成と合金の選択
各プロセスで使用される合金システムは独特であり、ハウジングの性能に直接影響します。
ダイカスト Alloys
ダイカストに依存する アルミニウム - シリコン (Al-Si) 合金 ADC12、A380、A383など。これらには以下が含まれます 8 ~ 13% シリコン 優れた流動性を確保し、薄肉の複雑な空洞を充填します。ただし、シリコン含有量が高いと延性が低下します。通常の伸び値の範囲は次のとおりです。 1%~4% 。そのため、ダイカストハウジングは衝撃や熱応力により亀裂が発生しやすくなります。
押出成形 Alloys
押出成形 uses 鍛造アルミニウム合金 これらはシリコン含有量が低く、マグネシウムと銅が多く含まれているため、優れた機械的性能が得られます。たとえば、 6061-T6 は、引張強度 310 MPa、降伏強度 275 MPa、伸び率 12% を備えています。 。この強度と延性の組み合わせは、衝撃を吸収し、車両の寿命にわたって構造の完全性を維持する必要があるハウジングにとって非常に重要です。
機械的強度と構造的完全性
押し出しアルミニウムは、カメラハウジング用途においては明らかに強度と耐久性が優れています。 この利点は、次の 2 つの重要な要素から生まれます。
- グレイン フローの方向: 押出成形 aligns the internal grain structure in the direction of the profile, providing a 途切れることのない連続的な負荷経路 。対照的に、ダイカストでは、応力集中部として機能する小さなガスポケットである内部微細孔が発生しやすい、ランダムな樹枝状結晶粒構造が生成されます。
- 加工硬化: 押出時の強い圧力と変形により加工硬化が誘発され、合金の強度と硬度がさらに高まります。
実際的には、押し出し成形ハウジングは耐久性があります。 大幅に高いクランプ負荷とトルク負荷 時間の経過とともにダイカストハウジングで一般的な故障点となる、ネジ山が剥がれたり亀裂が入ったりすることなく、取り付けネジから保護されます。
熱管理と放熱
最新の車載カメラは、高解像度センサーとプロセッサーから大量の熱を発生します。 押出アルミニウムは熱管理において明らかな利点をもたらします 連続した欠陥のない粒子構造により、途切れることのない熱伝導経路が提供されます。アルミダイカストの展示品 実効熱伝導率が約 10 ~ 15% 低下 分散したシリコン粒子と多孔性が熱の流れを妨げるためです。
さらに、押出成形により、 高密度、薄肉の冷却フィン ワンパスで。これらのフィンは対流熱伝達の表面積を最大化し、カメラセンサーを最適な動作温度範囲内に保ちます。ダイカストでもフィンを製造できますが、通常、最小厚さは次のように制限されます。 1.0~1.2mm 適切な金型充填を保証する一方、押出成形ではフィンと同じくらい薄いフィンを実現できます。 0.6~0.8mm 、放熱効率が大幅に向上します。
設計の柔軟性と幾何学的な機能
このカテゴリは、2 つのプロセス間の重要なトレードオフを表します。
ダイカスト: Unrestricted 3D Complexity
ダイカストのオファー 複雑な 3 次元形状を実質的に無制限に自由に作成可能 。次のような機能をシームレスに統合できます。
- 内部キャビティ、止まり穴、アンダーカット
- 取り付けボス、スタンドオフ、補強リブ
- 単一コンポーネント内のさまざまな壁厚
- 複雑なシール面とケーブル配線チャネル
これによりダイカストは 唯一の実行可能な選択肢 複雑な内部構造や単一部品への多機能の統合を必要とするカメラハウジングに最適です。
押出成形: Constant Cross-Section Limitation
押出成形 is 一定の断面を持つプロファイルに限定される 全長に沿って。その断面は複数のチャンバー、スロット、フィンを備え、非常に複雑になる可能性がありますが、形状は押出軸に沿って変化することはできません。この軸に垂直なフィーチャは、次の方法で追加する必要があります。 二次 CNC 加工、穴あけ、またはタッピング 。カメラのハウジングの場合、これは通常、単一のモノリシック部品ではなく、2 つの部品からなるアセンブリ (押し出し成形ボディ、機械加工されたエンドキャップ) を設計することを意味します。
表面仕上げと後処理品質
押し出しアルミニウムは、優れた、より均一な表面仕上げを一貫して提供します。 ダイから外します。滑らかな連続押出プロセスにより、フロー ライン、コールド シャット、表面多孔性のない表面が生成され、 最小限の準備で陽極酸化または粉体塗装が可能 。ダイカストの表面には、手触りは滑らかですが、多くの場合、陽極酸化後に現れる可能性のある微細な細孔やフローマークが含まれており、美的品質と耐食性を損なう可能性があります。
車載カメラのハウジングでは、次の点で表面品質が最も重要です。
- シール性能: より滑らかでより安定したシール表面により、信頼性の高い O リング圧縮が保証されます。 IP67 / IP69Kの防水定格 .
- 陽極酸化の均一性: 押し出し成形された表面は均一に陽極酸化され、過酷な自動車環境に耐える耐久性のある魅力的な青色または透明な仕上げが得られます。
- 耐食性: 表面欠陥がないため、道路の塩分や高湿度の条件下での孔食の開始点が最小限に抑えられます。
コスト構造と生産経済学
各プロセスの経済状況は生産量に応じて大きく異なります。
工具への投資
押出成形 dies are significantly less expensive and faster to produce ダイカスト金型よりも。一般的な押出ダイのコスト 30 ~ 50% 削減 リードタイムは 2~4週間 、対 6~12週間 ダイカスト工具用。このため、押出成形は、少量から中量の生産やラピッドプロトタイピングにおいて明らかに勝者となります。
部品あたりのコストと数量
ダイカストは大量生産においてよりコスト効率が高くなります (通常は 10,000 ~ 20,000 ユニットを超えます)。高い初期工具コストは多くの部品で償却され、自動化された高速プロセスにより、最小限の労働力で非常に短いサイクル時間が得られます。押出成形は部品ごとの材料コストが低くなりますが、 重要な二次加工作業 未加工のプロファイルを完成したハウジングに変換する必要があるため、大規模になると人件費と処理コストが増加します。
比較概要表
| 属性 | アルミダイカスト | アルミニウム押出材 |
|---|---|---|
| 代表的な合金 | ADC12、A380、A383 (Al-Si) | 6061、6063、6082 (Al-Mg-Si) |
| 降伏強さ | 150~170MPa | 215~275MPa |
| 伸び | 1~4% | 10~12% |
| 熱伝導率 | 低い(気孔率によって妨げられる) | より高い (連続的な粒子パス) |
| 幾何学的な柔軟性 | 複雑な 3D、アンダーカット、キャビティ | 一定の 2D 断面のみ |
| 表面品質 | 微小気孔/フローマークがある場合があります | 滑らかで均一、陽極酸化処理可能 |
| 工具コスト | 高(鋼製金型) | 低(スチールダイス) |
| 理想的な生産量 | 大量生産 | 低から中程度の音量。プロトタイピング |
| 二次的な操作 | 最小限(トリミング、バリ取り) | 広範囲(切断、穴あけ、タップ加工) |
プロセス選択決定フローチャート
空洞、アンダーカット、または壁の厚さの違いはありますか?
• 統合された取り付け機能
• 大量生産(10,000 ユニット)に最適
• 優れた強度と熱性能
• 工具コストの削減。柔軟なボリューム
よくある質問
押し出しアルミニウムは常にダイカストアルミニウムよりも強いのでしょうか?
はい、標準的な自動車用合金の場合です。 押出成形された 6061-T6 は、緻密で方向性が揃った粒子構造により、降伏強さ、疲労耐性、衝撃靱性においてダイカスト A380 よりも常に優れています。ただし、特定の熱処理ダイカスト合金 (A356-T6 など) はギャップを狭めることができますが、コストが高く、生産サイクルが遅いため、あまり一般的には使用されていません。
押出成形ハウジングは IP69K の防水定格を達成できますか?
絶対に。 押出アルミニウムの優れた表面仕上げと寸法の安定性は、シーリングに最適です。精密加工された O リング溝を備えた 2 ピースアセンブリを設計することにより、エンドキャップとシールが適切に設計されていれば、押出成形ハウジングは IP67 および IP69K 規格を容易に満たすことができます。
500 ユニットのパイロット生産ではどのプロセスがより経済的ですか?
押出成形 is overwhelmingly more economical. 押出成形ツールのコストが低く (多くの場合、2,000 ~ 5,000 ドル未満)、リードタイムが短いため、パイロットランに最適です。ダイカスト工具の価格は通常 20,000 ~ 50,000 ドルですが、これが正当化されるのは生産量が 10,000 個を超える場合のみです。
ダイカスト設計を押し出し成形用に再設計できますか?
均一な断面を持つようにデザインを変更できる場合に限ります。 これには、多くの場合、単一のダイカスト ハウジングを押し出し成形された本体と、複雑な機能を備えた別個の (鋳造または機械加工された) エンド キャップに分割する必要があります。押出の強度と鋳造の複雑さを組み合わせるこのハイブリッド アプローチは、自動車業界でますます一般的になってきています。
気孔率はダイカストハウジングの長期信頼性にどのような影響を及ぼしますか?
気孔率は信頼性に関する重大なリスクです。 微小気孔は有効耐荷重断面積を減少させ、一定の振動や熱サイクル下で亀裂の発生につながる可能性のある応力上昇を引き起こします。ひどい場合には、相互につながった気孔が漏れを引き起こし、時間の経過とともにカメラハウジングの防水性が損なわれる可能性があります。
おすすめ商品
-
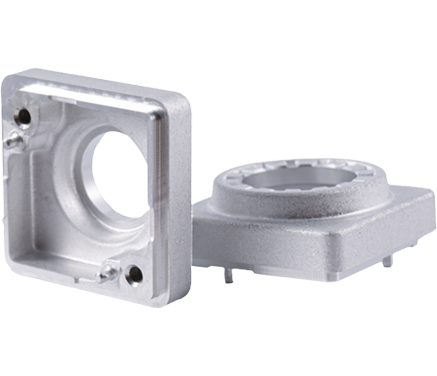
車両用アルミ製カメラ筐体
材料: Al1070、信頼できる純度は製品の優れた放熱をもたらし、クライアント側のレーザー溶接の信頼性と安定性を確保できます。
CNC: 機械加工クランプの信頼性;
開発: 製品の公差と適合性、構造設計
PPM: 製品品質の安定性と一貫性;
-
アルミニウム冷間押出
省エネと環境保護、高い生産効率、高い製品精度、原材料の節約。
プロセス: 1、押出、2、ブランキング、3、研削、4、冷間押出、5、磁気研削、6、CNC、7、超音波洗浄、8、完全検査および包装。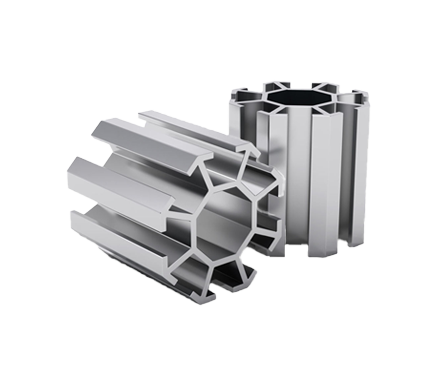
-
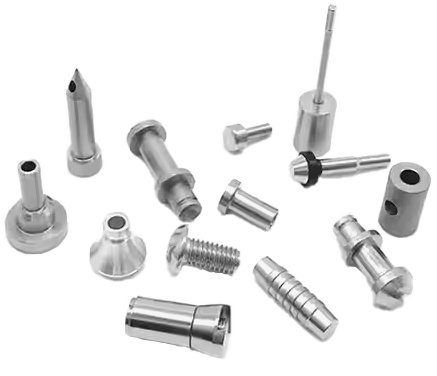
アルミニウム冷間鍛造部品
製品の表面粗さは低く、変形の強化効果により製品の強度も向上します。
-
電話番号
+86-0572-2210226電話番号
+86-13819283977 +86-13567228000 +86-13655726561住所
中国浙江省湖州市燕三路288号創新創業産業園B棟QRコード
-
クイックリンク
ホーム 製品 会社情報 生産工場 産業 ニュース お問い合わせ -
製品一覧
車両用アルミ製カメラ筐体 アルミニウム冷間押出 アルミニウム冷間鍛造部品 -
お気軽にお問い合わせください
